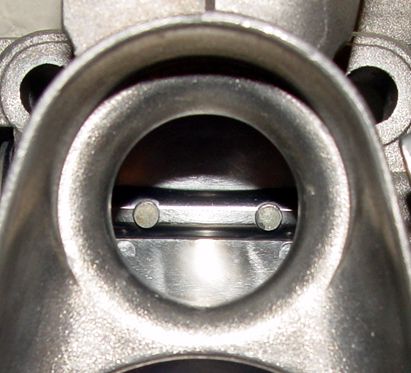
Pic 2: Perfect example of bore
inlet mis-alignment on stock throttle body...

In this pic you can clearly see that the bore inlet is not aligned with the butterfly plate. If you look closely the new over-size bore appears to be slightly off-set to the left (less inlet rim material remaining at the 9:30 position than at the 2:30 position). That is no optical illusion. While the caster of these throttle bodies is very good at centering the hole within the stepped inlet they are VERY bad at centering that hole perfectly aligned over the butterfly plate or bore. I've seen them as bad as .035" offset with most hovering nearer .020". The one in this pic is off-set .0255" from perfect center. And you can't use the butterfly shaft screws as any measurement of center either as they are a "one-size-fits-all" assenbly as well as are the shafts which are slotted longer to move the plate around in and the holes thru the plates are larger than cecessary to allow centering. You MUST bore to the centerline of the butterfly plate's surrounding "precision honed" bore or everything is out of whack. This can ONLY be done aftera throttle body is assembled. Thats why Audi doesn't do it. They make loose tolerances then assemble the plates into an already cast throttle body. And you can't do this "zero tolerance" aligning with a hand-held die grinder.
Those DIY'ers that are going for uniform bores here based on this step are killing themselves efficiency-wise as they are creating more air-flow while orienting the air column offset, or even worse, diagonally to one side or another without regard for true center. This causes turbulence when all air is deflected to one side of the butterfly while the other side of the butterfly is moving less or no air.
In order to flow effectively the bore inlet must be perfectly oriented and aligned with the butterfly opening and not with the inlet opening in the top of the primary venturi.
|